
- Modeli: VK-TFS-005U
- Furnizimi me energji elektrike: AC220V 50/60HZ faza e vetme
- Konsumi i energjisë: 2.6 Kw
- Presioni i ajrit të punës: 0.6Mpa
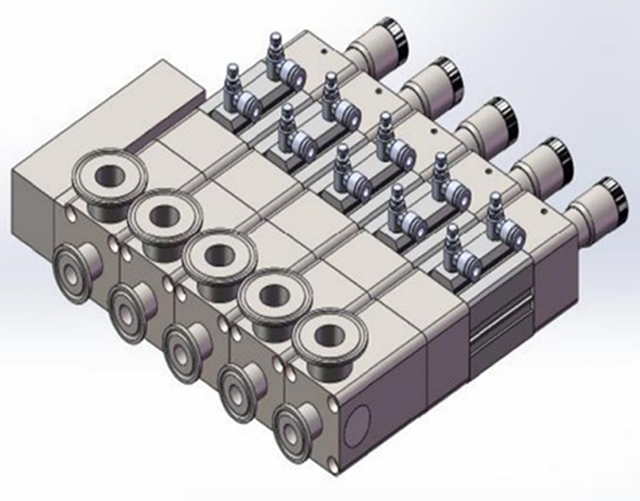
- Pompë mbushëse: 5 grupe pompash qeramike
- Materiali i përshtatshëm: Esencë ose produkte të ngjashme me ujin
- Materiali i përshtatshëm i tubit: PE (duhet të merrni mostrat e tubit të shiritit fillimisht për testimin e makinës)
- Gama e mbushjes: 0,3-10 ml Saktësia e mbushjes: ±0,5%
- Maks. Gjatësia e mbylljes: 140 mm Maksimumi. lartësia: 120 mm
- Kapaciteti: 15-20 shirita tubash/min
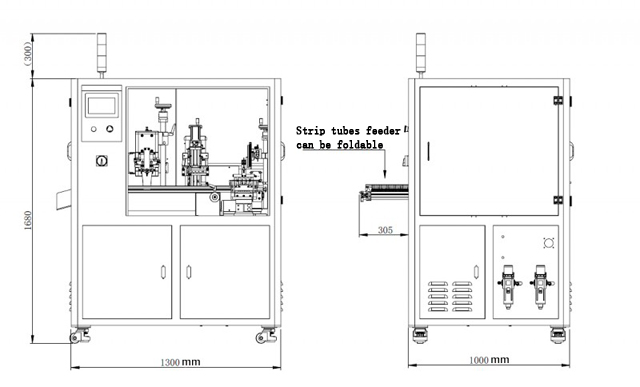
- Dimensioni: 1300*1300*1950mm
- Madhësia e paketimit: 1450*1350*1890 mm
- Pesha bruto: 514 kg
- Kodi HS: 84223090
Makineritë e vulosjes së tubave plastikë përdoren në një linjë prodhimi për të mbyllur hermetikisht tubat plastikë që përmbajnë produkte të ndryshme të lëngshme ose xhel, duke përfshirë përbërës ushqimorë, kozmetikë, ngjitës dhe kremra farmaceutikë dhe medikamente.
Tubat e plastikës mbyllen në një sërë mënyrash në varësi të llojit të materialit të tubit dhe produktit që gjendet brenda tubit. Metodat e vulosjes përfshijnë vulosjen me ajër të nxehtë, vulosjen me ultratinguj, vulosjen me impuls dhe opsionet e mbylljes me nofulla të nxehtë.
Për shembull, tubat e përbërë janë bërë me një kombinim të materialeve të hollë alumini dhe plastike të shtresuara së bashku për të formuar një tub të fortë dhe fleksibël. Këto lloj tubash përdoren zakonisht si tuba pastash dhëmbësh, të cilët janë ndoshta llojet më të njohura të tubave që blihen çdo ditë nga konsumatorët nga dyqanet dhe supermarketet.
Parametrat Bazë

- Modeli: VK-TFS-005U
- Furnizimi me energji elektrike: AC220V 50/60HZ faza e vetme
- Fuqia: 2.6 Kw
- Presioni i ajrit të punës: 0.6Mpa
- Pompë mbushëse: 5 grupe pompash qeramike
- Materiali i përshtatshëm: Esencë ose produkte të ngjashme me ujin
- Materiali i përshtatshëm i tubit: PE (duhet të merrni mostrat e tubit të shiritit fillimisht për testimin e makinës)
- Gama e mbushjes: 0.3-10 ml
- Saktësia e mbushjes: ±0,5%
- Maks. Gjatësia e mbylljes: 140 mm
- Maks. lartësia: 120 mm
- Kapaciteti: 15-20 shirita tubash/min
- Dimensioni: 1300*1300*1950mm
- Madhësia e paketimit: 1450*1350*1890 mm
- Pesha bruto: 514 kg
- Kodi HS: 84223090
- Trupi i makinës: çelik inox 304#
Procesi i punës së mbushjes dhe mbylljes së tubit
Tubat bosh çohen në një makinë mbushëse tubash me fund të hapur dhe mbahen në një plesht për ushqim të automatizuar në makinën mbushëse. Në disa raste, tubat me fund të hapur mund të shtohen në makinat mbushëse me dorë për punë më të vogla dhe prodhimin e mostrës së testimit. Disa linja prodhimi përdorin makineri robotike me shpejtësi të lartë për të ngarkuar tubat në makineritë e mbushjes.
Pasi një tub vendoset drejt me fundin e tij të hapur deri në një topth, një hundë ulet në skajin e hapur të tubit për të fryrë ajrin e jonizuar në tub për të hequr mbeturinat, të cilat më pas hiqen me vakum.
Tubi më pas është gati për t'u mbushur dhe një hundë do të ulet në skajin e hapur të tubit për të shpërndarë produktin pastër, duke e mbajtur veten pothuajse në nivelin e produktit në tub për të shmangur kontaktin me produktin dhe për të mbajtur zonën e mbylljes së tub i pastër dhe pa ndonjë spërkatje të produktit.
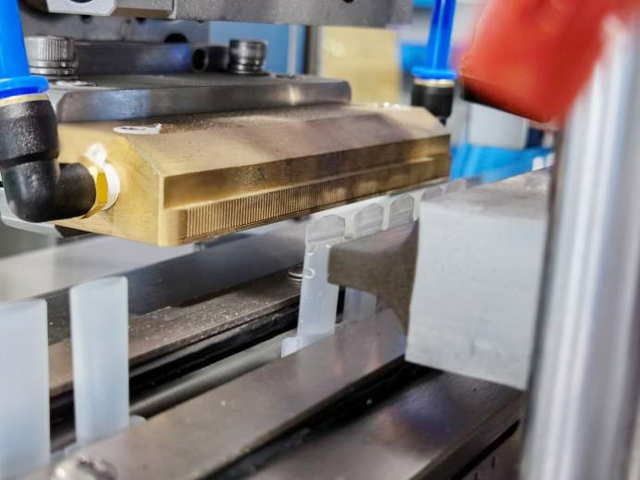
Pasi tubi të jetë mbushur me sasinë e duhur të produktit, ai do të zhvendoset në një makinë mbyllëse të tubit plastik ku ajri i nxehtë fryhet me kujdes rreth skajit të hapur të tubit për të zbutur plastikën.
Tubi më pas do të vazhdojë të mbyllet ku nofullat mbyllëse do të shtrëngojnë muret e ngrohta plastike të tubit së bashku. Për shkak se fundi i tubit është ngrohur nga ajri i nxehtë, të dy muret do të bashkohen duke mbajtur të dy anët së bashku dhe duke mbyllur tubin të mbyllur.
Nofullat e vulosjes së nxehtë shpesh mund të pajisen me stampa karakteresh të ndryshueshme për të ngulitur një kod grupi, datë krijimi ose përdorimi deri/data e skadimit në vulën plastike të ngjeshur.
Tubi më pas do të shkurtohet ku çdo plastikë e tepërt do të pritet nga vula për të lënë një pamje të pastër estetike dhe përfundimin e tubit. Tubat e përfunduar më pas mund të vazhdojnë të inspektohen përpara se të paketohen në ndonjë paketim tjetër, si kuti ose paketim të markës.
Pjesët kryesore:

Paneli me prekje: WEINVIEW, Kinë Tajvan
Ndërprerës fotoelektrik: Omron, Japoni
Makina PLC: Mitsubishi Japoni
Ekran me prekje të pompave qeramike dhe PLC: Coolmay China
Servo Motori dhe drejtuesi: Lichuan China
Motori dhe shoferi: Leadshine China
Cilindri dhe valvula solenoid: AirTac TaiWan
Veçoritë



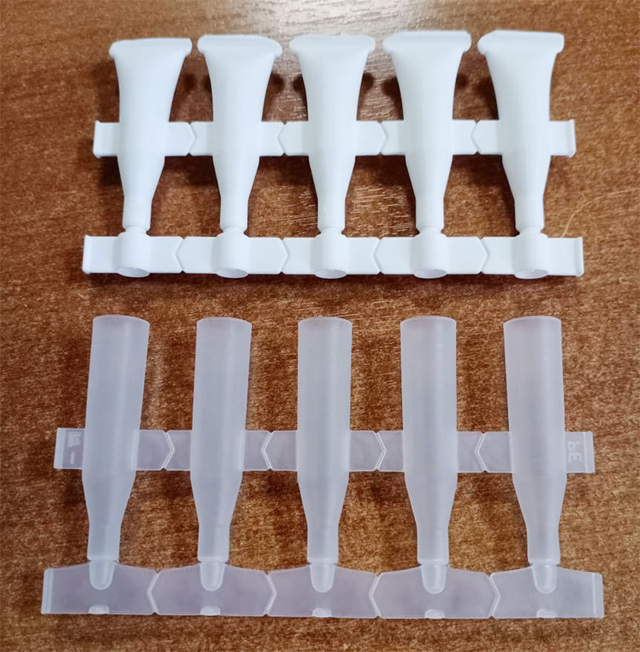
- Makina është projektuar posaçërisht për tuba 5 në 1, e përshtatshme për prodhimin masiv të tubave 5 në 1.
- Ushqyerja manuale e tubit, mbushja automatike, mbyllja, prerja e skajit.
- Miraton teknologjinë e vulosjes tejzanor, nuk ka nevojë për kohë për ngrohje, vulosje më të qëndrueshme dhe të rregullt, pa shtrembërim dhe shkallë të ulët të refuzimit më pak se 1%.
- Kërkim dhe zhvillim i pavarur për kutinë e kontrollit elektrik të përcjelljes automatike tejzanor dixhital, nuk ka nevojë të rregulloni manualisht frekuencën, me funksionin e kompensimit automatik të fuqisë, duke shmangur zvogëlimin e fuqisë pas përdorimit të gjatë. Mund të rregullojë lirshëm fuqinë bazuar në materialin dhe madhësinë e tubit, të qëndrueshme dhe minimale të shkallës së defektit, të zgjasë jetëgjatësinë sesa kutia elektrike normale.
- PLC me sistem kontrolli me ekran me prekje, duke ofruar përvojë miqësore të funksionimit.
- E bërë nga çelik inox 304, rezistente ndaj acideve dhe alkaleve, rezistente ndaj korrozionit.
- Standard i pajisur me sistemin e mbushjes së pompës peristaltike, mbushje me saktësi të lartë dhe e përshtatshme për mbushje të lëngshme.
- Pa tub, pa mbushje, pa tub, pa funksion vulosjeje, duke reduktuar humbjen e makinës dhe mykut.
- Sistemi i indeksimit të kamerës mund të pozicionohet saktësisht për gjashtë stacione pune.
Mostrat


Si funksionon saldimi (vulosja) me ultratinguj?
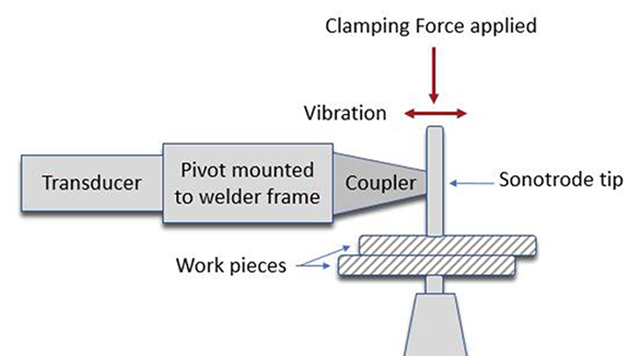
Saldimi me ultratinguj është një proces që përdoret për të bashkuar dy pjesë plastike së bashku për të formuar një montim të fortë dhe të përfunduar. Procesi mbështetet në dridhjet me frekuencë të lartë (tejzanor) që krijohen dhe aplikohen në pjesë nëpërmjet një borie. Saldimi ndodh pasi dridhjet absorbohen në ndërfaqen midis dy pjesëve, duke gjeneruar fërkime dhe duke shkaktuar shkrirjen e plastikës. Dridhjet tejzanor gjenerohen nga një sërë komponentësh, duke përfshirë furnizimin me energji elektrike, konvertuesin, përforcuesin dhe bririn, i cili në fund të fundit jep dridhjen mekanike në pjesë.
Roli i furnizimit me energji elektrike është të konvertojë tensionin e linjës hyrëse (në 50 ose 60 Hz) në një frekuencë të re. Kjo energji elektrike më pas dërgohet në konvertues, i cili siç nënkupton edhe emri, e shndërron energjinë elektrike në dridhje mekanike. Konvertuesi përbëhet nga disqe qeramike piezoelektrike, të cilat zgjerohen dhe tkurren në shkallën e energjisë elektrike të furnizuar. Madhësia e dridhjeve quhet amplitudë, një term që bëhet shumë i rëndësishëm kur specifikohet një sistem tejzanor për një aplikim të caktuar. Vibrimet më pas transmetohen përmes përforcuesit, i cili zakonisht rrit amplituda me një shumëfish të paracaktuar, i njohur gjithashtu si fitim. Së fundi, amplituda e daljes së përforcuesit transmetohet përmes borisë, ku më pas mund të dërgohet në pjesët plastike. Kombinimi i konvertuesit, përforcuesit dhe bririt zakonisht quhet pirg tejzanor.
Për të dhënë dridhjet në pjesë, pirgja vendoset në një aktivizues, një sistem mekanik që aplikon elementin tjetër kritik të saldimit me ultratinguj: forcën. Aktivizuesi mund të përbëhet nga një cilindër pneumatik ose mjete të tjera aktivizimi për të çuar pirgun poshtë në pjesë. Aktivizuesit shpesh përmbajnë sensorë dhe pajisje të tjera, të tilla si kodues linearë ose qeliza ngarkese, për të ofruar reagime gjatë saldimit. Aktivizuesi e drejton borinë poshtë deri te pjesa dhe ushtron forcë derisa të arrihet një forcë shkasjeje; në këtë pikë, aplikohet ultratinguj. Vibrimet më pas shpërndahen në pjesë, ku ato fokusohen në një rruazë trekëndore të materialit - i njohur si "drejtues energjie" - i cili mund të konsiderohet material i shkrirë sakrifikues në bashkimin e saldimit. Pasi materiali shkrihet, dridhjet tejzanor ndërpriten dhe aktivizuesi vazhdon presionin derisa plastika të ngurtësohet dhe të formohet një lidhje e fortë. I gjithë procesi i saldimit, nga fillimi në fund, zakonisht përfundon në një deri në dy sekonda.
Siç u përmend, një nga elementët më të rëndësishëm të saldimit me ultratinguj është amplituda (dridhjet) që ofron pirgu. Arsyeja për këtë është se disa plastikë kërkojnë më shumë amplitudë për saldim se të tjerat. Polimerët amorfë (ABS, polikarbonat, polistireni) priren të kërkojnë amplitudë të ulët, ndërsa gjysmëkristalinat (najloni, polipropileni) kërkojnë dukshëm më shumë amplitudë për saldim.
Një inxhinier aplikacionesh me përvojë mund të punojë gjithmonë për të përcaktuar frekuencën e duhur dhe përzgjedhjen e veglave për një montim dhe lloj materiali të caktuar.
Saldimi me ultratinguj është një metodë montimi e pranuar gjerësisht në industrinë e plastikës për një shumëllojshmëri aplikimesh të montimit të komponentëve në të gjitha tregjet kryesore: mjekësi, B&CE, automobila, pajisje, materiale jo të endura, paketim dhe më shumë. Përparësitë e saldimit me ultratinguj përfshijnë kohën e shkurtër të ciklit, lidhjet me forcë të lartë dhe eliminimin e materialeve harxhuese (dmth., ngjitësve). Kur shqyrtoni nëse saldimi me ultratinguj është i duhuri për një aplikim, është më mirë të konsultoheni me një inxhinier me përvojë aplikimesh për të përcaktuar metodën e duhur të montimit.

Ju mund të pëlqeni
 Makinë vulosjeje automatike e lehtë e kontejnerëve të aluminit Pop
Makinë vulosjeje automatike e lehtë e kontejnerëve të aluminit Pop- Pajisje mbyllëse mbyllëse me palosje të skajit të sipërm-poshtë
- Makinë automatike lineare mbushëse me gravitet me 10 koka
- Makinë mbyllëse automatike për mbushjen e shiringës së para-sterilizuar
- Makinë etiketimi automatike me mëngë të shisheve të pijes me gota me dy koka
- Makinë vulosjeje për mbushjen e tubit të lakuar
- Makinë mbushëse për kujdesin e lëkurës me krem të lëngshëm Double Heads, gjysmë automatike
- Makinë mbushëse gjysmë automatike me hundë të dyfishtë për përzierjen e salcës së piperit
- Makinë vulosjeje me mbushje tejzanor të tubave kozmetikë gjysmë automatikë
- Makinë ngurtësuese e shisheve qelqi të parfumeve pneumatike gjysmë automatike për desktop









